


四方、六方、異形孔拉刀
產(chǎn)品簡介異型孔(比如各向尺寸不同的異型孔)拉削時,某一方向上切削量比較大,其他方向上切削量比較小,這樣異型孔拉刀的較后排的刀齒在切削量較小的方向上的尺寸基本沒有變化,但是仍然存在拉削摩擦,影響加工尺寸精度。
聯(lián)系我們產(chǎn)品詳情
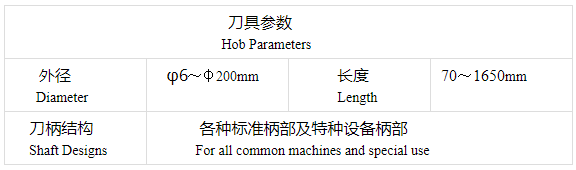
拉刀材料:
優(yōu)質(zhì)高速鋼 刀具表面涂層
技術(shù)支持:
可根據(jù)工件要求設(shè)計符合客戶需要的四方、六方孔及異形孔拉刀,提供專業(yè)的售后及技術(shù)支持
最新資訊
-
2025-09-05 機械加工工藝中熱處理工序的時序規(guī)劃策略
機械加工工藝中熱處理工序的時序規(guī)劃策略在機械加工工藝流程中,科學(xué)地安排熱處理工序的介入時機至關(guān)重要。其核心目標在于:優(yōu)化冷熱加工協(xié)同性,有效控制熱處理變形,并最終確保產(chǎn)品質(zhì)量與精度。熱處理工序的規(guī)劃主要依據(jù)其功能目標,可分為以下關(guān)鍵類別及其典型時序:預(yù)備熱處理:目標: 消除毛坯件內(nèi)應(yīng)力,改善材料切削
-
2025-09-02 矩形花鍵滾刀的核心優(yōu)勢分析
矩形花鍵滾刀的核心優(yōu)勢分析矩形花鍵滾刀是高效精密加工矩形花鍵軸的關(guān)鍵刀具,其獨特的設(shè)計和工作原理賦予其顯著優(yōu)勢:高精度加工原理:基于“空間交錯軸斜齒輪嚙合”原理進行連續(xù)展成切削。滾刀可視為一個螺旋角極大(接近90°)的斜齒輪,其“齒數(shù)”即刀齒數(shù)量(或頭數(shù))。工件(花鍵軸)相當于與之嚙合的另一斜齒輪。











漢中博特工具是一家搓齒板、花鍵拉刀廠家,專業(yè)提供搓齒板,搓絲板,油槽板,花鍵拉刀,成型拉刀,非標拉刀等拉刀設(shè)計加工,詳情了解搓齒板價格,拉刀價格歡迎來電咨詢。
MORE +快速導(dǎo)航
聯(lián)系我們
電話:15399350574
傳真:0916-2222303/2222301
地址:陜西省漢中市漢寶路一號
掃碼咨詢
