

高壓水射流技術在刀具清洗中的應用研究
2023-06-21 12:00:00高壓水射流技術在刀具清洗中的應用研究
在刀具的制造過程中,由于是接觸空氣而制造,所以在刀具的成品中會有一些氧化物。如果沒有特殊的清洗刀具手段,那么刀具就會隨著在放置中嚴重氧化,生成黃褐色的鐵銹,從而影響刀具的美觀和使用價值。對于刀具如何除去鐵銹,用化學方法清洗刀具的鐵銹,其清洗液的成本高昂,而且清洗刀具還會對刀具本身有所損害,最重要的是處理刀具后廢液不環(huán)保,容易造成環(huán)境污染。用超聲波清洗刀具,在經(jīng)濟效益上來說不劃算,而且對于大型的刀具工具無法處理,技術上還有待完善。
1、 高壓水射流概述
(1)高壓水射流。通過高壓泵設備給自來水加壓到幾百甚至上千個大氣壓,在這么大的壓力下,自來水的出口很小,其孔徑的直徑一般只有一到兩毫米,出口小,壓力大,所以這樣噴出來的水流,就是高壓水射流。水流噴射出來的初速度可達到幾百米每秒,具備強大的沖擊力度,在切割鋼制材料時利用高壓水射流進行切割,一些管道堵塞了水泥塊也可以用此進行清理。
(2)高壓水射流清洗設備和技術優(yōu)勢。①高壓水射流清洗設備可以調節(jié)給自來水加的壓力,以用來調節(jié)水射流的流速,在清洗物體的同時而不會傷害到本身結構;②高壓水射流清洗物體時,不會對物體本身造成污染,其上的水分只要晾干即可;③不管清洗的物體構造有多復雜,這都不影響高壓水射流的清洗,空間和環(huán)境這都不是影響高壓水射流的因素;④高壓水射流清洗下水管、熱交換器和鍋爐除垢的清洗效率至少有 90%,有時甚至達到 100%,清洗速度快,耗時少;⑤有實驗表明,清洗同樣的物體,高壓水射流的清洗成本還沒有化學清洗的一半費用,其耗電量和耗水量非常少,很節(jié)能。⑥高壓水射流只要水流可以到達的地方就可以進行清洗工序,水流所到之處,物體的污染物就會迅速洗掉;⑦高壓水射流的自來水和清洗之后的水不會產(chǎn)生污染環(huán)境的有害物質,在清洗的時候,沒有粉質產(chǎn)生,反而會降低空氣中的粉塵,起到了保護環(huán)境的作用。
2、 高壓水射流技術清洗刀具的試驗研究
(1)試驗參數(shù)。試驗使用型號為 DBG-1850Fg3 的清洗機清洗,試驗刀具為熱處理后各元素的質量分數(shù):C
為0.85%~0.95% ,Si 為 1.20% ~1.60% ,Mn 為 0.30% ~0.60% ,Cr 為4.155%~4.171%,W 為
1.54%~1.58%,S<0.009%,P<0.034%。
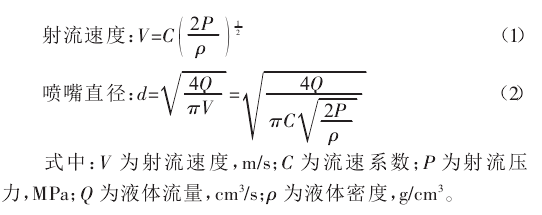
(2)刀具表面清洗參數(shù)。本文對高壓水射流的清洗參數(shù)進行了研究,由式(1)和式(2)可知,壓力與射流速度成正比,與噴嘴直徑成反比。
(3)試驗方案與結果。設計了三種方案進行試驗,對實驗前后的條件及試驗的結果進行統(tǒng)計。
第一種方案:清洗刀具的時間 60 s,噴頭的直徑 1.4 mm,改變壓強,其壓強分別為 55、60、65 MPa,記錄刀具在不同壓強下的清洗效果。
第二種方案:清洗刀具的時間為 60 s,壓強為 60 MPa,改變清洗噴頭直徑,其實驗的直徑分別為 1.2、1.4 和 2.0 mm,記錄刀具在不同清洗噴頭的直徑下的清洗效果。
第三種方案:清洗刀具的壓強為 60 MPa,噴頭的直徑1.4 mm,改變清洗時間,其實驗的時間為 30、60 和 120 S,記錄刀具在不同時間下的清洗效果。
最新資訊
-
2025-10-20 工序的組合與優(yōu)化
工序的組合與優(yōu)化確定工序內容在明確一個工序所涵蓋的多個工步時,需細致考量這些工步是否能在同一臺機床上順利加工,以及是否需在一次裝夾中完成,以確保各部位間的位置精度。多個工步能在同一機床上協(xié)同作業(yè),是它們得以整合為一個工序的基本前提。此外,對于零件上的一組表面,若在一次裝夾中加工,能確保這些表面間的位
-
2025-10-17 磨削加工的特點
磨削加工的特點一、磨具的運轉速度高。普通磨削可達30~50m/s,高速磨削可達45~60m/s甚至更高。二、磨具是非均質結構。磨具是由磨料、結合劑以及氣孔組成的復合結構,其結構強度大大低于單一均勻材質組成的刀具。三、磨削的高熱現(xiàn)象。磨具的高速運動、磨削加工的多刃性和微量切削,都會產(chǎn)生大量的磨削熱,不











